HDPE EK PARÇALAR
HDPE EK PARÇALAR
32 mm den 2000mm ye kadar ek parça fittingsleriniz için fiyat alınız
GSM: +90 532 283 01 62
Mail: [email protected]
AKANLAR BORU ‘Polietilen Çözüm Merkezi’
BRANŞMAN FİTTİNGS: BRANŞMAN FİTTİNGS
BRANŞMAN FİTTİNGS ÇATAL 45 DERECE
ÇATAL 45 DERECE ÇATAL 60 DERECE
ÇATAL 60 DERECE DİRSEK 45 DERECE SPİGOT ENJEKSİYON
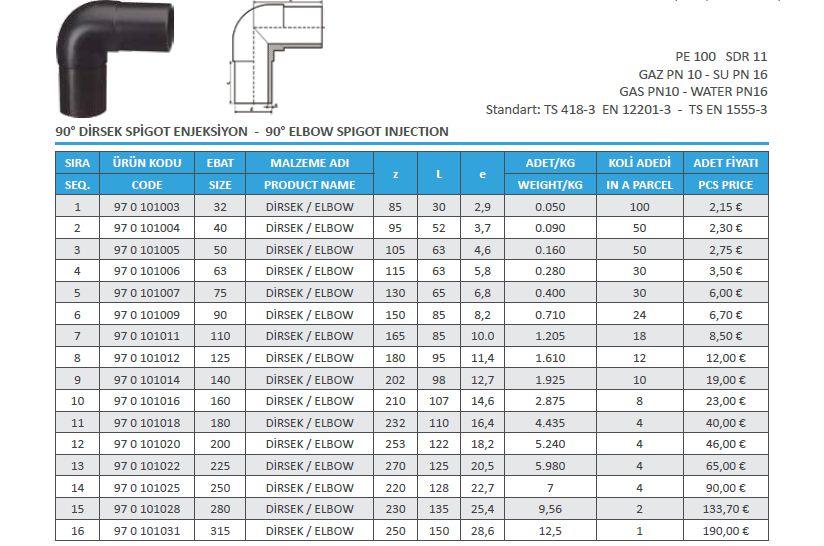
DİRSEK 45 DERECE SPİGOT ENJEKSİYON DİRSEK 90 DERECE SPİGOT ENJEKSİYON
DİRSEK 90 DERECE SPİGOT ENJEKSİYON EF DİRSEK 45 DERECE
EF DİRSEK 45 DERECE EF DİRSEK 90 DERECE
EF DİRSEK 90 DERECE EF EŞİT TE 90 DERECE
EF EŞİT TE 90 DERECE EF İNEGAL TE 90 DERECE
EF İNEGAL TE 90 DERECE EF KÖRTAPA
EF KÖRTAPA EF MANŞON
EF MANŞON EF TAMİR SEMERİ
EF TAMİR SEMERİ EF VANASIZ SERVİS TE
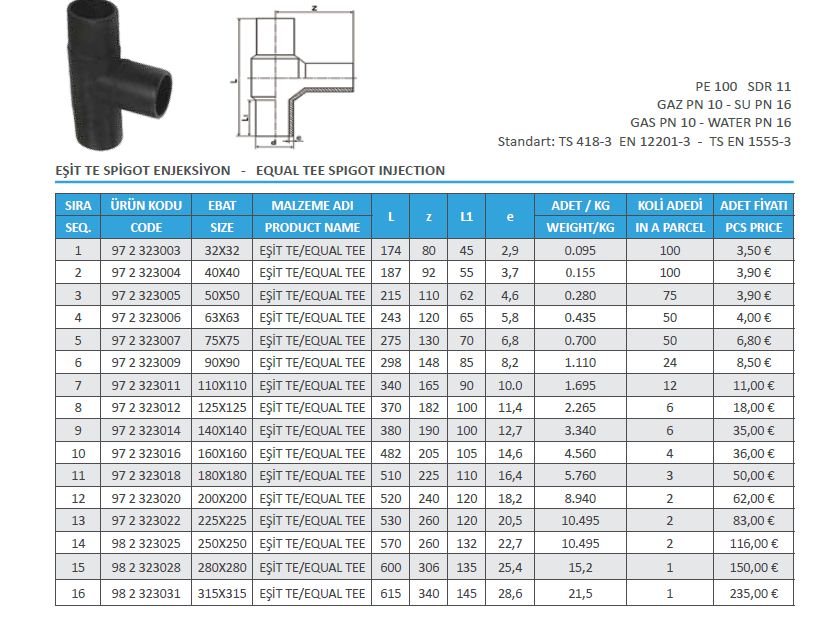
EF VANASIZ SERVİS TE EŞİT TE SPİGOT ENJEKSİYON
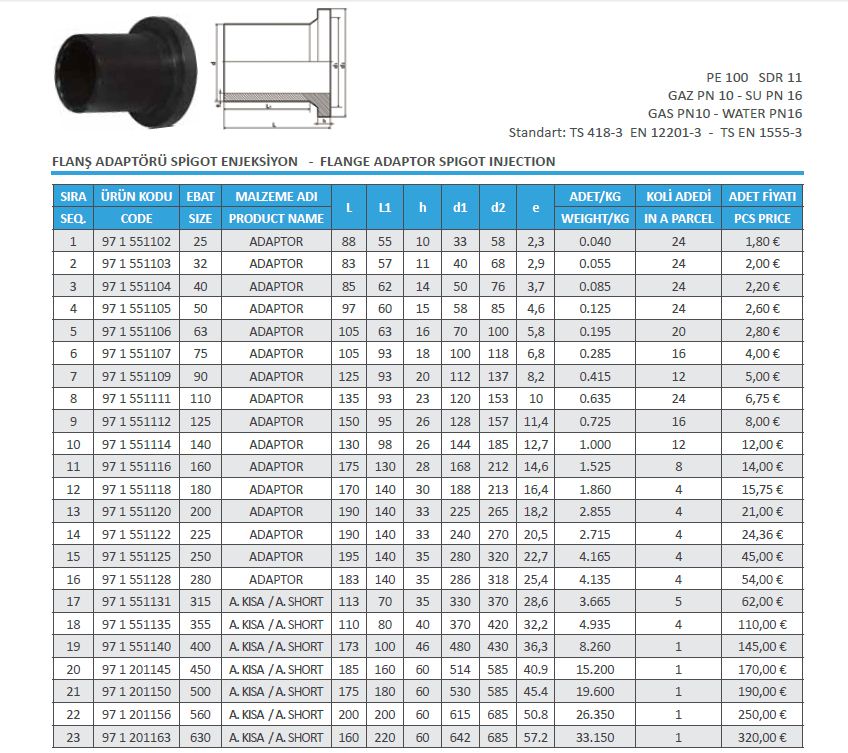
EŞİT TE SPİGOT ENJEKSİYON FLANŞ ADAPTÖRÜ
FLANŞ ADAPTÖRÜ İSTAVROZ TE KONFEKSİYON
İSTAVROZ TE KONFEKSİYON İNEGAL TE SPİGOT ENJEKSİYON
İNEGAL TE SPİGOT ENJEKSİYON İSTAVROZ TE KONFEKSİYON
İSTAVROZ TE KONFEKSİYON 11-30 DERECE DİRSEK KONFEKSİYON
11-30 DERECE DİRSEK KONFEKSİYON KONFEKSİYON DİRSEK 45 DERECE
KONFEKSİYON DİRSEK 45 DERECE KONFEKSİYON DİRSEK 60 DERECE
KONFEKSİYON DİRSEK 60 DERECE KONFEKSİYON DİRSEK 90 DERECE
KONFEKSİYON DİRSEK 90 DERECE EŞİT TE KONFEKSİYON
EŞİT TE KONFEKSİYON İNEGAL TE KONFEKSİYON
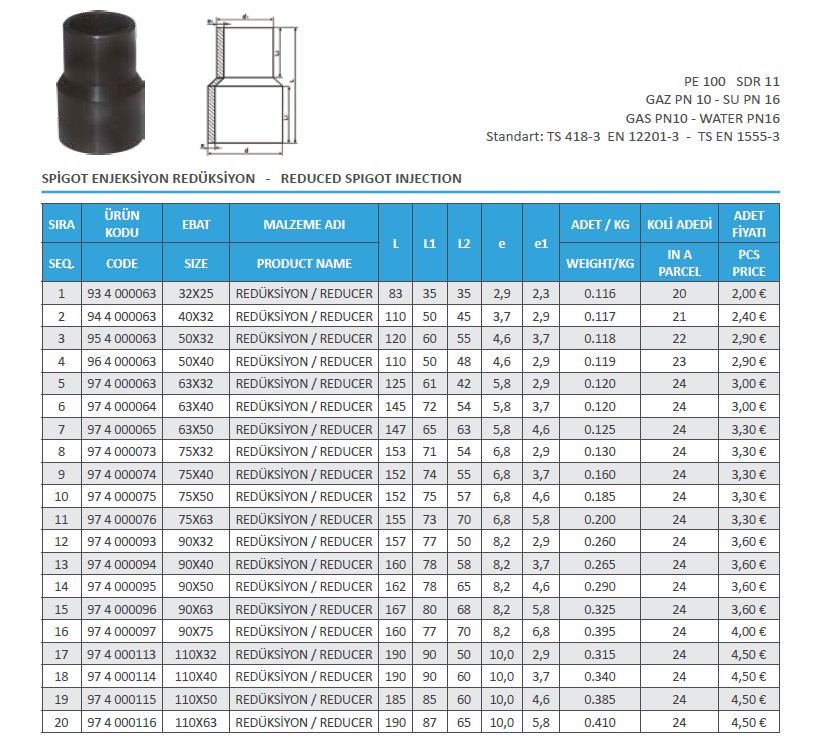
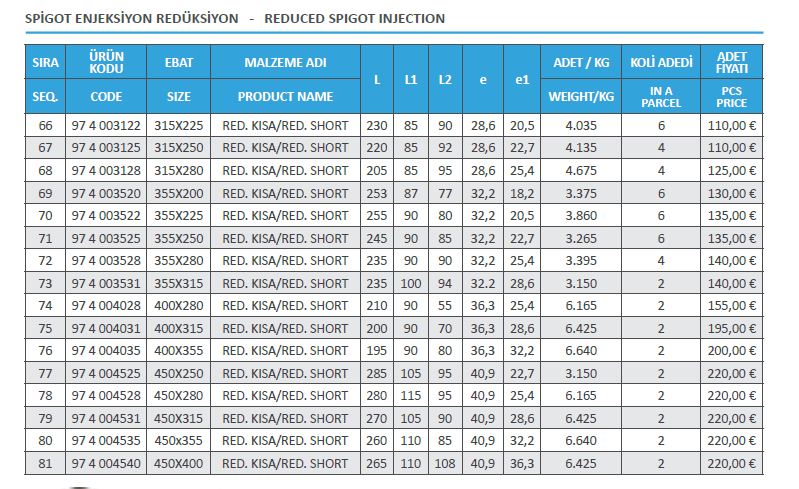
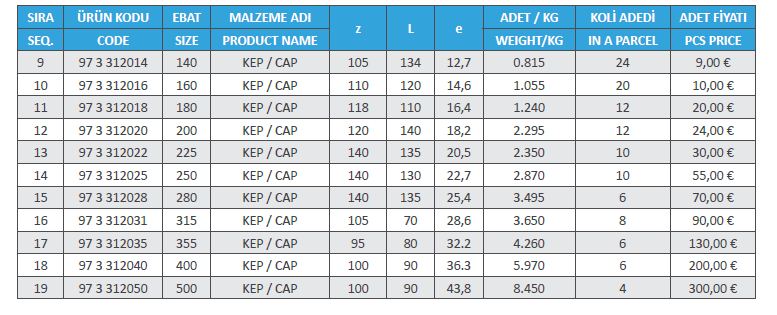
İNEGAL TE KONFEKSİYON KEP-KÖRTAPA SPİGOT ENJEKSİYON
KEP-KÖRTAPA SPİGOT ENJEKSİYON PE ÇELİK GEÇİŞ PARÇASI KAYNAK AĞIZLI
PE ÇELİK GEÇİŞ PARÇASI KAYNAK AĞIZLI
 PE ÇELİK GEÇİŞ PARÇASI DI DİŞLİ
PE ÇELİK GEÇİŞ PARÇASI DI DİŞLİ PE ÇELİK GEÇİŞ PARÇASI İÇ DİŞLİ
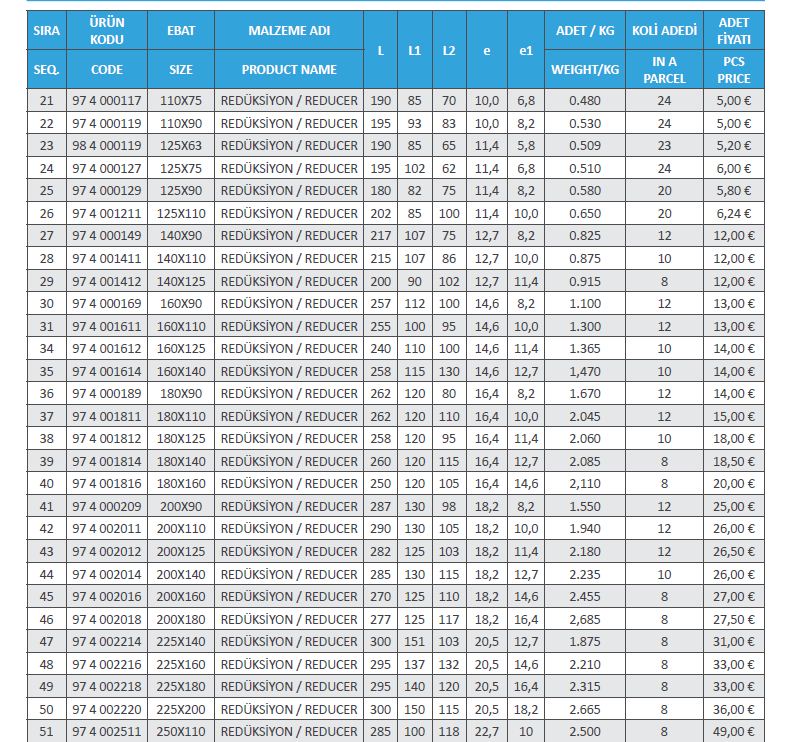
PE ÇELİK GEÇİŞ PARÇASI İÇ DİŞLİ REDİKSİYON ENJEKSİYON
REDİKSİYON ENJEKSİYON








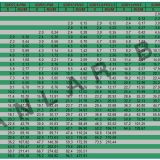
HDPE100 BORULAR İÇİN EK PARÇALARIN FİYAT LİSTESİ:
BETON GEÇİŞ PARÇALARI(YAKALI BORULAR VE DİĞER ÖZEL İMALATLAR İÇİN FİYAT SORUNUZ…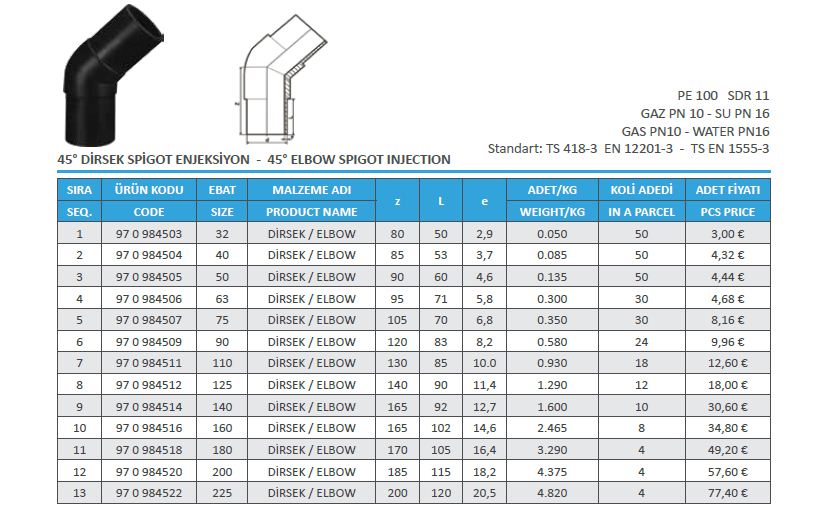

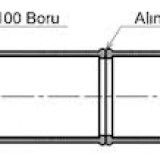
HDPE ALIN KAYNAK YONTEMI
Alın kaynak işlemleri sıcak ısı altında hammaddenin eritilmesi ile boruların alın alına kaynatılması vasıtası ile gerçekleşir. Alın kaynak makinalarındaki ısıtıcı rezistans vasıtası ile boru alınları standartlara göre eritilir, ardından ısıtıcı rezistansın çıkarılması ve boru alınlarının birbirlerine standart basınçlar aracılığı ile baskı uygulanması sonucu sağlıklı bir alın kaynağı uygulaması yapılmaktadır.
Alın Kaynak makinaları 4 üniteden oluşmaktadır.
- Hidrolik Ana gövde : Polietilen boru veya ek parçaların kaynak yapılabilmesi için sabit bağlantısının yapılmasını sağlamaktadır.
- Hidrolik Pano ( Ünite ) : Kaynak yapılacak yüzeylerin, uygun kaynak parametrelerinde ve uygun basınçlarda yapılabilmesi için kaynak basınçlarının sağlandığı ünitedir
- Traşlama Ünitesi : Kaynak yapılacak yüzeylerin sağlıklı kaynak yapılabilmesi için pürüzsüz olması gerekmektedir. Traşlama ünitesi alın yüzeylerdeki fazlalık talaşları üzerindeki bıçaklar aracılığı ile alarak yüzeyi kaynak yapmaya uygun hale getirir.
- Isıtıcı Rezistansı : Kaynak yapılacak yüzeylerin homojen bir şekilde yapışabilmesi için uygun sıcaklıkta ısı vererek hammaddeyi istenilen standartlarda eriyik haline getirir
Alın Kaynağı öncesi hazırlıkları :
- Isıtıcı rezistansının sıcaklığı kontrol edilmeli. Sıcaklığın homojen dağılımda olup olmadığına bakılmalı
- Isıtıcı rezistansının yüzeyi kaynaktan önce temiz olmalı.
- Polietilen borular, kaynak makinasına uygun şekilde bağlanmalı. Eksenel kaçıklık olmamalı
- Kaynak yapılacak yüzeylerin pürüzsüz olmasına dikkat edilmeli. Traşlama yapılan yüzeylere el ile temas edilmemeli.
Polietilen Hdpe Boruların EF Kaynak Yontemi:
Elektrofüzyon kaynak yöntemi, iç kısmında elektriksel rezistansların bulunduğu muflu bağlantı elemanları ile boruların veya ek parçaların dış yüzeylerinin ve muflu bağlantı parçalarının iç yüzeylerinin belirtilen rezistanslara elektrofüzyon kaynak makinaları ile gerilim verilmesi ile eritilip kaynatılmasından oluşur.
Elektrofüzyon kaynak işlemi öncesi hazırlık :
Kaynak yapılacak yüzeylerin uygun şartlarda temiz olması gerekmektedir. Uygun temizlik malzemeleri ile boru veya ek parçaların kaynak yüzeyleri temizlenmeli, Elektrofüzyon kaynak makinasına verilecek parametrelerin ef kaynağına uygun olması gerekmektedir. Uygun hava koşulları sağlamalıdır.Kaynak operatörünün eğitimli ve tecrübeli olması gerekmektedir.
TELEFON:+90 312 382 37 00
GSM: +90 532 283 01 62
Mail: [email protected]